

chips that periodically came through the disposal
line. Frequent tripping of the circuit breaker on
the fan motor controller resulted in unanticipated
and bothersome delays. The tunneler controls con-
tinued to be unresponsive, resulting in inefficien-
cies in operations. Finally, chip removal at the base
of the tunneler face was difficult because of the
inadequate reach of the snowblower and a lack of
torque at the drum, even though the drum torque
had been increased.
Despite these problems, progress was steady.
The tunneler did a very good job creating a clean,
spacious tunnel. Changing the direction of the tun-
nel, i.e., curves and bends in the tunnel path, was
easily executed. The floor level in both the trans-
verse and longitudinal directions was easily main-
tained, although misinterpretation of the tilt sen-
sor readout led us to initially tunnel down at a
slight angle, rather than up as required. Because
of the difficulty of maintaining pressure to the
control joysticks in the tunneler, it was necessary
to continually "deadhead" the controls to initiate
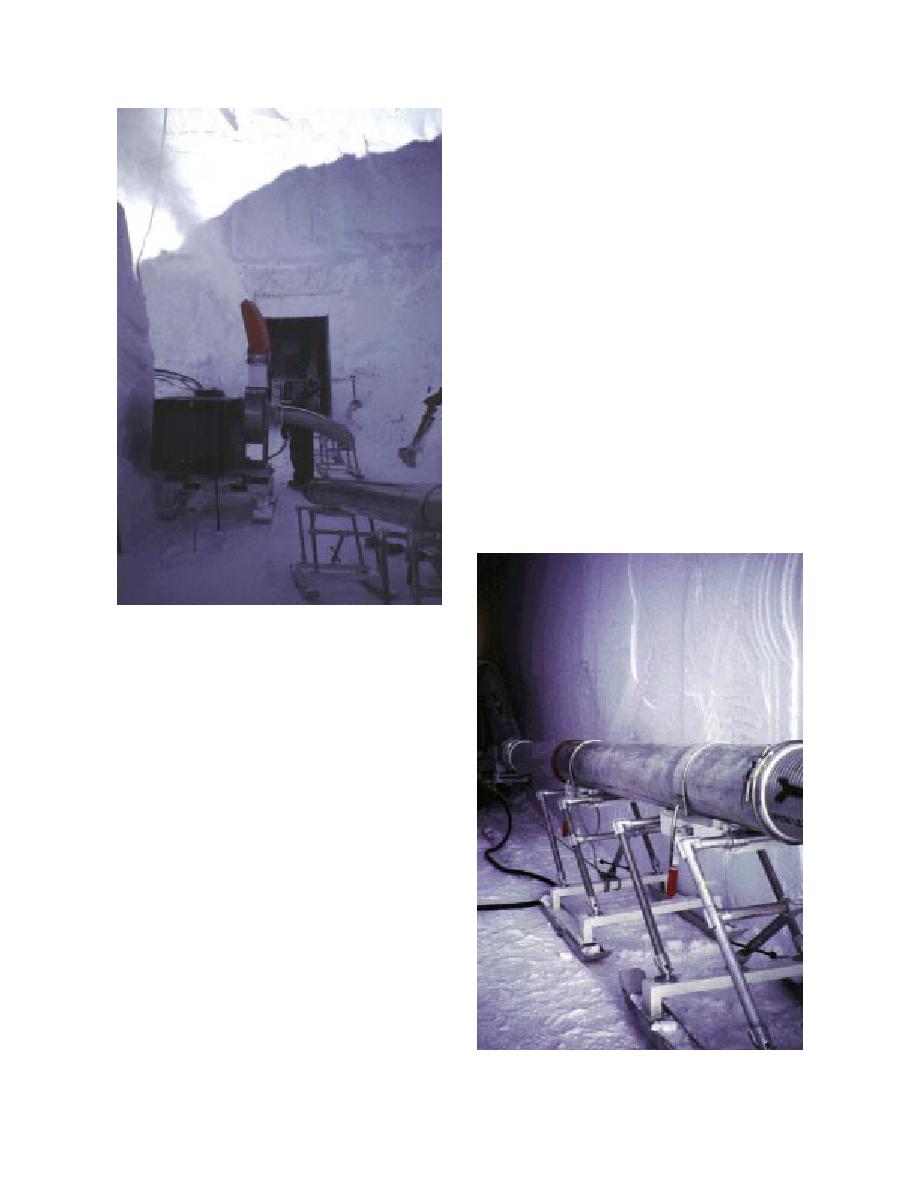
Figure 18. Start of tunneling operation.
ing modifications to the system were made the fol-
lowing day. The system was now ready for the re-
sumption of tunneling.
Tunneling operations recommenced on 22 No-
vember. As in January, we started with the blower
in the trench with the tunneler. The initial configu-
ration included the tunneler, the pup truck, a 3-m
section of flexible pipe, and the blower (Fig. 18).
As the tunneler progressed, duct assemblies were
added one at a time behind the tunneler, with the
pup truck assembly always directly behind the
tunneler (Fig. 19). The genset and workshop mod-
ules were located on the surface, 16 m above the
tunnel floor. Power cables to the tunneler and
warm-up shelter were strung over the edge of the
trench to the equipment.
Progress was slower than anticipated, with the
first day's production rate around 1.5 m/hr, com-
pared to the target 3 m/hr. As the tunneler got
deeper into the tunnel, the production rate fell to
a near-steady 1 m/hr. The critical factor was the
ability of the centrifugal fan to handle the slug of
Figure 19. Pup truck behind tunneler.
17

 Previous Page
Previous Page
