

of two VOCs, trichloroethylene (TCE) and tetra-
capable of flow rates up to 57 L/min (15 gpm).
or perchloroethylene (PCE), and diesel range hy-
The open-head, cylindrical equalization tank was
drocarbons as total petroleum hydrocarbons
of high-density polyethylene (HDPE) and fitted
(TPH).
with a small circulation pump and a low tem-
perature, TFE-encased heating element of 6000-
W capacity. The tank also contained a double
layer of 20-mm hollow polypropylene balls to
METHODS AND MATERIALS
reduce heat loss and limit volatilization. The air
stripping unit was a ShallowTray Model 2631, a
Experimental approach
The experimental approach consisted of nine
stainless steel, tray-type or "sieve plate" aerator
separate trial runs during which liquid tempera-
equipped with three modular trays (Fig. 1). The
ture and flow rate were varied to determine their
unit is capable of accepting a fourth aeration tray
effect on stripping efficiency of TCE, PCE and
and treating flows up to 340.2 L/min (90 gpm).
diesel hydrocarbons (as TPH). Field data of air
Ambient air was supplied to the unit at a rate of
1720 m3/min (600700 cfm). Treated water from
strippers treating a wide variety of aqueous con-
taminants indicates that a) liquid flow rate, b)
every three trials was stored in a 3785 L (1000
detention time, c) temperature, and d) the con-
gal.) closed-head HDPE tank until preliminary
taminants' physical and thermodynamic proper-
analysis indicated that VOC or TPH concentra-
ties are the factors that control stripping efficiency
tions were within discharge permit limits. TPH
(U.S. EPA 1990). The experimental variables evalu-
concentrations from several trials met discharge
ated the effects of (a), (b) and (c), while effects of
standards, but the concentration of the mixed,
(d) were estimated by analyzing three contami-
treated effluent from the storage tank did not,
nants with widely differing properties.
resulting in all treated water being recycled to the
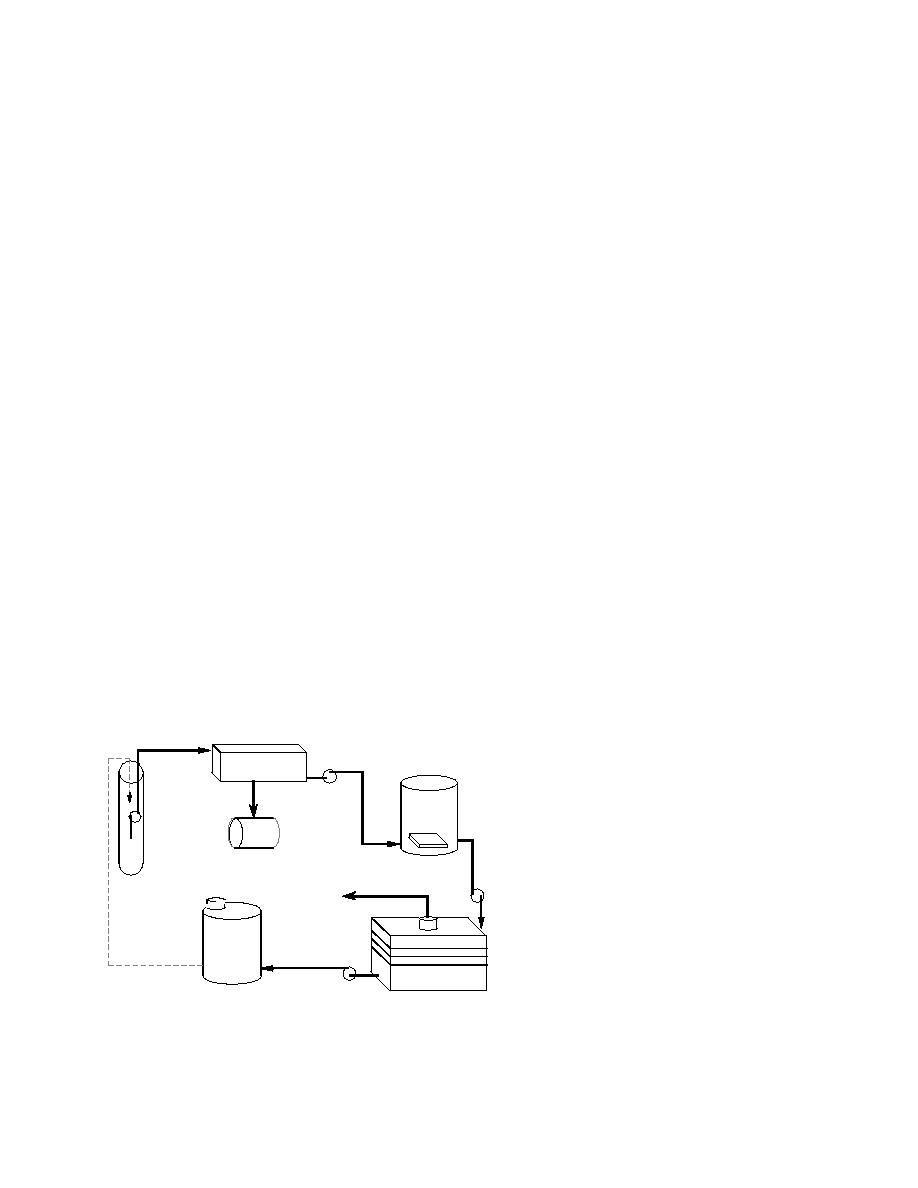
The treatment process consisted of 1) pump-
ice well. Recycled water was drained back to the
ing the contaminated water in 1100- to 2000-L
ice well so as to minimize turbulent mixing.
batches from the ice well, 2) pumping it through
an oil/water separator to a storage (equalization)
Orthogonal array factorial design
tank, 3) treatment in the ShallowTray air stripper,
The efficiency of factorial design principles al-
and 4) storage in another tank for testing prior to
lowed all research goals to be met, within ac-
recycling to the ice well. The process flow dia-
cepted standards of statistical significance, using
only nine separate experiments or trials. Air strip-
gram is depicted in Figure 2. Water was pumped
ping efficiency in removing TCE, PCE, and TPH
from the ice well by a 375-W (1/2-hp), 10-cm (4-
from the ice well water was evaluated by con-
in.) diameter deep well pump of standard design
ducting two initial or "equilibrium" trials followed
(Goulds Pumps, Inc., Seneca Falls, N.Y.). The oil/
by seven main trials; results from one of the equi-
water separator (HydroFlo Technologies, Inc.,
librium trials were used with the seven main tri-
Wheaton, Ill.) was of coalescing plate type and
als to form a final factorial array of eight
trials. The trial factor levels and experimen-
Equalization
Oil/Water
Tank
tal conditions were selected so as to create
Separator
an orthogonal array, which allows statisti-
Waste
cal information to be gathered about the
Oil
Ice
main variables and their interactions (Ross
Well
Heater
1985). The data statistic generated from each
trial was removal of TCE, PCE or TPH ex-
pressed as a percentage, or as a ratio of
Vented
effluent concentration over influent con-
Off-gas
centration (Ce/Co). Concentrations were
measured on a mass-per-liquid-volume
Storage
Recycle
basis. The trial factors selected as indepen-
Tank
Line
dent variables were liquid flow rate and
Air
liquid temperature. The range for varying
Stripper
each factor was determined from known
physical and thermodynamic properties of
Figure 2. Process flow diagram for ShallowTray medium tem-
the compounds involved, and documented
perature air stripping experiment.
4

 Previous Page
Previous Page
